STCrushers Is A Professional Minging Equipment Manufacturer since 2004, Providing High Quality Crushers, Sand Making Machines, Drying Equipment and more.
STCrushers Is A Professional Minging Equipment Manufacturer since 2004, Providing High Quality Crushers, Sand Making Machines, Drying Equipment and more.
In large-scale livestock and poultry farms, the effective treatment of chicken manure is a key challenge for environmental protection and resource recycling. The integrated production line with a single-drum rotary dryer as the core, combined with biomass heat source and environmental protection equipment, successfully achieved efficient dehydration, harmless treatment and resource conversion of chicken manure.
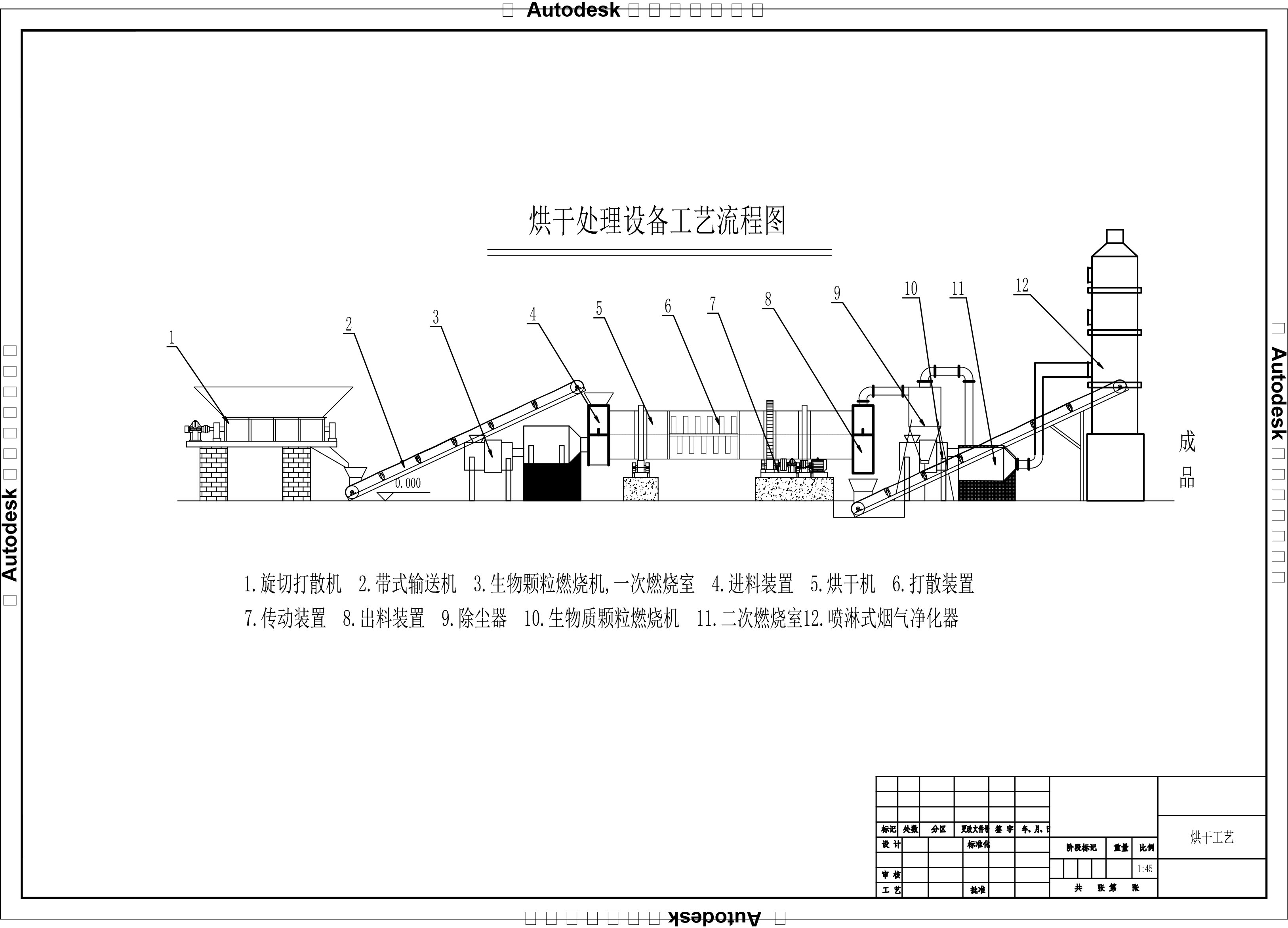
Core process flow and equipment coordination:
Fuel supply and heat source generation:
Bioparticle burner: Use renewable and low-cost wood particles or straw particles as fuel.
Combustion chamber: The pellet fuel is fully burned in the combustion chamber to produce high-temperature flue gas (about 800-1000℃). The combustion chamber is usually designed as an indirect heat exchange or air distribution mixing structure to ensure that clean hot air enters the dryer and avoids flue gas contamination of materials.
Wet material transportation and drying and dehydration:
Belt conveyor (feed): The wet chicken manure (usually 60%-75% moisture content) after pretreatment (such as solid-liquid separation) is continuously and evenly transported to the dryer feed port.
Single-drum rotary dryer: Core equipment. Wet chicken manure enters the slowly rotating, slightly inclined drum. Clean high-temperature hot air (about 130-300℃, regulated by the mixture of hot flue gas and cold air in the combustion chamber) fully contacts the material in the drum in counterflow or coflow. The lifting plate on the inner wall of the drum continuously picks up and throws the material, increasing its contact area with the hot air, and the moisture evaporates quickly. The material moves forward with the rotation of the drum, and finally becomes loose, dry chicken manure particles at the discharge end (the moisture content drops to below 12%-15%).
Waste gas treatment and environmental protection compliance:
Cyclone dust collector: The exhaust gas discharged from the dryer contains a large amount of dust (dry fine chicken manure particles). The cyclone dust collector uses centrifugal force to efficiently separate and recover most of the dust, which is a high-quality organic fertilizer raw material.
Draft fan: Provides negative pressure for the entire system, drives the flow of hot air and exhaust gas discharge, and is the power source for the system's pneumatic conveying.
Deodorization tower (biofilter/chemical scrubber): After dust removal, the tail gas still contains ammonia, hydrogen sulfide and other odorous substances. Deodorization towers usually use biofilters (using microbial degradation) or chemical scrubbing (spraying liquid absorption reaction) processes to effectively remove odors and ensure that tail gas emissions meet environmental standards (no odor, low dust).
Dry material collection and storage:
Belt conveyor (discharge): The dry chicken manure particles at the outlet of the dryer and the dust collected by the cyclone dust collector are transported to the packaging workshop or storage warehouse.
System advantages and benefits:
Efficient dehydration: The drum dryer has a large processing capacity (a single line can reach 1-5 tons of wet manure/hour or more), continuous production, and uniform drying.
Environmental protection standards: Biomass fuel is clean and renewable; the combination of cyclone dust removal + efficient deodorization tower completely solves the dust and odor pollution problems.
Resource utilization: The output is dry, odorless, high-quality organic fertilizer raw materials or fuel pellet raw materials rich in organic matter and nitrogen, phosphorus and potassium, and the value is significantly improved.
Automated operation: The whole line can be equipped with an automated control system, which is easy to operate and stable in operation.
Economic benefits: Greatly reduce the cost of chicken manure treatment and disposal, turn waste into treasure to create income; use bio-pellets instead of fuel oil/gas to reduce fuel costs.
Summary:
This complete chicken manure drying production line, which includes a bio-pellet burner, combustion chamber, single-drum dryer, cyclone dust collector, induced draft fan, deodorization tower and belt conveyor, is a mature and reliable technical solution to solve the environmental protection pain points of the breeding industry and realize the resource recycling of manure. It effectively eliminates the risk of environmental pollution, converts waste chicken manure into high-value-added products, brings significant environmental and economic benefits to the farm, and is one of the key equipment to promote the development of green agriculture. Typical data show that this process can reduce the comprehensive cost of chicken manure treatment by more than 50%, and increase the value of organic fertilizer products by more than 3 times.