STCrushers Is A Professional Minging Equipment Manufacturer since 2004, Providing High Quality Crushers, Sand Making Machines, Drying Equipment and more.
STCrushers Is A Professional Minging Equipment Manufacturer since 2004, Providing High Quality Crushers, Sand Making Machines, Drying Equipment and more.
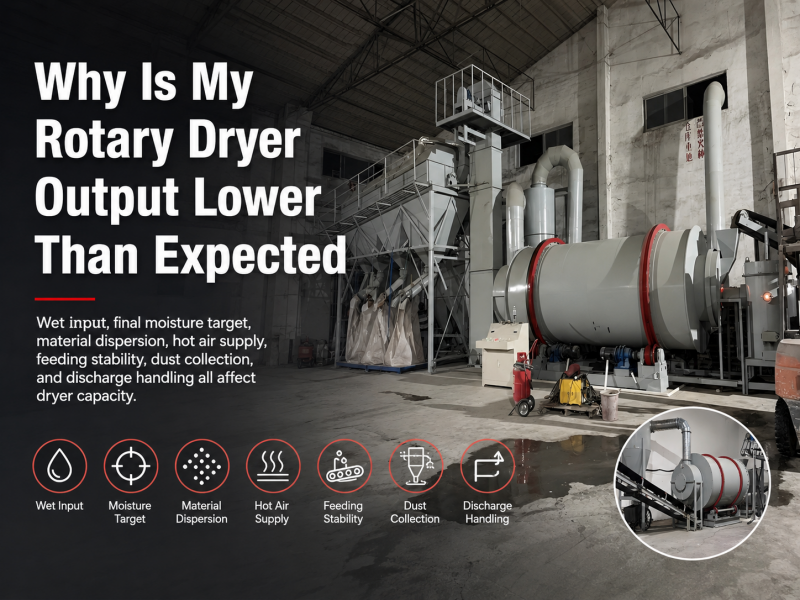
A rotary dryer may look normal from outside.
The drum is rotating. The burner or hot air furnace is working. Wet material is entering the system. Dried material is coming out from the discharge end.
But the buyer still feels the real output is lower than expected.
In this situation, the first reaction is often to blame the dryer model. Some buyers may think the drum is too small, the motor is not strong enough, or the dryer was not selected correctly. Sometimes this may be true, but not always.
For Sentai Machinery, a rotary dryer output problem should be checked as a full drying line problem. The drum body is only one part of the system. Wet material condition, feeding stability, heat supply, airflow, dust collection, discharge conveyor, and final moisture target can all reduce real output.
The better question is not only whether the dryer is running. The better question is where the drying line is losing capacity.
One of the most common misunderstandings is capacity definition.
When a buyer says 5 tons per hour, does it mean wet material input or dried material output? These two numbers are not the same.
If the material contains a lot of water, part of the wet input weight will disappear as evaporated moisture. For example, a dryer may receive wet material at a certain input rate, but the final dry material weight will be lower after moisture is removed.
If this point was not confirmed before purchase, the buyer may feel the output is lower than promised, even though the dryer is removing water normally.
So before checking the machine, the first step is to confirm:
1. Wet material input per hour
2. Initial moisture content
3. Target final moisture
4. Actual dry material output
5. Working hours per day
Without these numbers, output discussion can easily become confusing.
The next point is feeding condition.
A rotary dryer needs stable feeding. If the wet material enters the dryer unevenly, the drying result will also be uneven. Sometimes the machine is blamed, but the real problem starts at the feeding hopper, conveyor, or storage area.
For loose sand, feeding may be relatively easy. For coal slime, sludge, sawdust, mineral powder, or organic material, feeding can become more difficult. Sticky material may bridge at the hopper. Wet lumps may enter in batches. Light material may feed unevenly. Fine powder may flow too quickly or create dust.
If the dryer receives too much material suddenly, the material layer inside the drum becomes thicker and drying becomes slower. If the feeding stops and starts often, the hot air system cannot work under stable conditions.
Stable output needs stable feeding before the drum.
Moisture is one of the biggest reasons why dryer output changes.
If the real initial moisture is higher than the data used during quotation, the dryer must evaporate more water. More water means more heat is needed and more time is required.
The dryer may still work, but the practical output will drop.
This is why buyers should not only provide an estimated moisture range. If possible, they should test the wet material under real production conditions. Moisture after rain, washing, storage, or seasonal change may be very different from the number used at the beginning.
For materials such as coal slime, sludge, sawdust, and mineral powder, moisture may also be uneven. Some parts may be wetter than others. This makes drying harder to control.
If the material changes, the output may change with it.
A rotary dryer does not only heat the material. It must also lift, scatter, and turn the material inside the drum.
If the material cannot open up properly, hot air cannot contact it evenly. The outside may dry first, while the inside of lumps remains wet. In this case, increasing temperature alone may not solve the problem.
Sticky material such as coal slime or sludge may need stronger dispersion. Sawdust needs good spreading and airflow balance. Mineral powder needs proper lifting and dust control. Sand needs steady material curtain formation and enough heat contact.
Internal lifting plates, chain structure, rotation speed, residence time, and material layer condition all affect drying efficiency.
If the material moves through the drum as wet lumps instead of being lifted and scattered, output will be lower than expected.

After checking material and feeding, the next step is heat supply.
A dryer cannot produce stable output if the hot air system is too weak or unstable. Fuel type, burner condition, furnace size, fan performance, air temperature, and air volume all affect drying capacity.
Sometimes the drum size is enough, but the heat source cannot provide enough energy for the actual moisture load. Sometimes fuel quality changes, and the hot air temperature becomes unstable. Sometimes operators reduce temperature to protect the material, but the output also drops.
For heat sensitive materials, higher temperature is not always the answer. For high moisture materials, insufficient heat will directly reduce capacity.
A dryer should be judged together with its heat source and airflow system, not only by the drum body.
Another common issue is the final moisture target.
If the buyer requires very low final moisture, the material needs more drying time and more heat. The closer the material gets to a low moisture target, the harder it may become to remove the remaining moisture.
For example, drying material roughly from very wet to medium dry is different from drying it to a strict final moisture level for packing, pellet production, dry mortar, fuel use, or calcination preparation.
If the final moisture requirement becomes stricter after the equipment is selected, the same dryer may need to run at a lower output to reach that target.
So when discussing output, final moisture must always be connected with capacity.
Output may also be limited after the material leaves the drum.
The discharge system, belt conveyor, screw conveyor, cyclone, fan, duct, dust collector, and sealing condition can all become bottlenecks. If dust collection is not smooth, airflow resistance may increase. If the discharge conveyor is too small, dried material may not leave the system fast enough. If ducts are blocked or poorly sealed, airflow may become unstable.
Sometimes the dryer itself has capacity, but the supporting system cannot handle the material or air volume.
This is why a rotary dryer should be checked as a complete system from feeding to discharge.
When rotary dryer output is lower than expected, buyers can check the drying line in this order.
Check Point | What to Look At | Why It Matters |
Capacity definition | Wet input or dry output | Avoids misunderstanding |
Initial moisture | Real moisture before drying | Decides evaporation load |
Feeding stability | Continuous or uneven feeding | Affects material layer |
Material dispersion | Lumps or scattered material | Affects heat contact |
Hot air supply | Temperature and air volume | Decides drying speed |
Final moisture | Required discharge moisture | Affects residence time |
Dust and airflow | Fan, duct, collector | Affects system balance |
Discharge handling | Conveyor and outlet | Prevents downstream bottleneck |
This path helps buyers locate the real problem before replacing equipment or changing the model.
Rotary dryer output is not decided by drum size alone.
If output is lower than expected, the real reason may be wet input definition, higher moisture, unstable feeding, poor material dispersion, weak hot air supply, stricter final moisture, or hidden bottlenecks in dust collection and discharge handling.
For buyers, the better question is not only "Why is my dryer output low?" A more useful question is "Where does the drying line lose capacity from feeding to discharge?"
When the whole drying system is checked step by step, it becomes easier to find the real problem and improve production stability.
If your rotary dryer output is lower than expected, Sentai Machinery can help review the drying process according to your material condition, initial moisture, target final moisture, feeding method, heat source, airflow system, and site layout.
Send us your material photos or videos, moisture data, current capacity, final moisture target, and equipment running condition. Our team can help analyze the possible bottleneck and suggest a more suitable rotary dryer solution.
1. Why Wet Material Condition Matters More Than Dryer Model Alone
2. How Different Materials Change Rotary Dryer Design
3. How We Check a Rotary Dryer Before Shipment
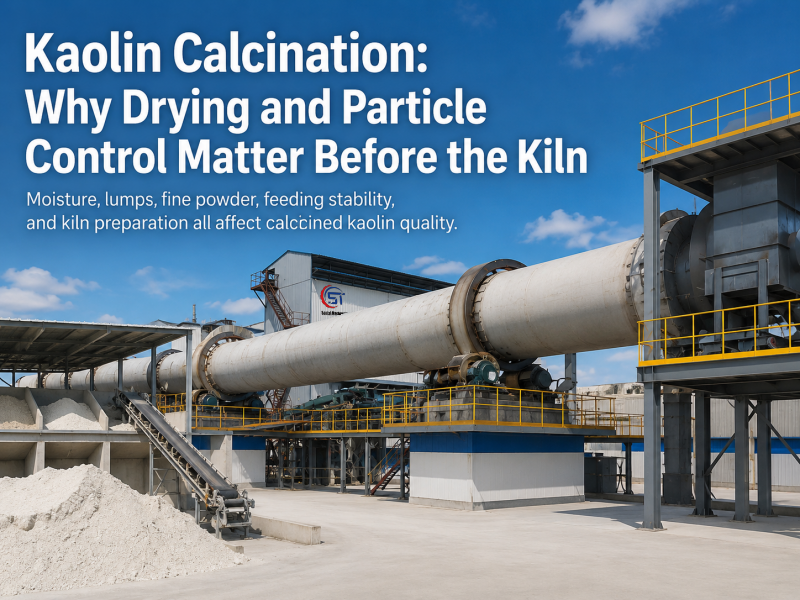
4. Kaolin Calcination: Why Drying and Particle Control Matter Before the Kiln
5. What Site Information Should Buyers Provide Before Plant Layout Design
1. Rotary Dryer