STCrushers Is A Professional Minging Equipment Manufacturer since 2004, Providing High Quality Crushers, Sand Making Machines, Drying Equipment and more.
STCrushers Is A Professional Minging Equipment Manufacturer since 2004, Providing High Quality Crushers, Sand Making Machines, Drying Equipment and more.
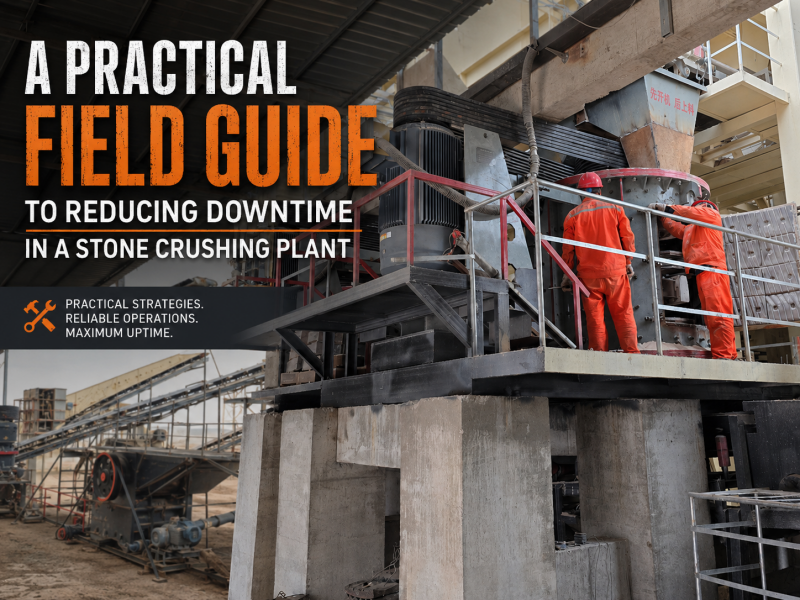
In a stone crushing plant, downtime is often blamed on the main crusher first. This is understandable because the jaw crusher, impact crusher, hammer crusher, or sand making machine is the most visible part of the line.
But in real production, the stoppage often starts from a smaller point. A blocked feeder can stop the plant. A damaged screen mesh can increase return material. A conveyor belt can run off track. Wet material can block a chute. A missing spare part can turn a short repair into a full day of lost production.
Reducing downtime is not only about buying a stronger crusher. It is about managing the full production chain from feeding to finished stockpile.
Feeding is the first control point.
If material enters the plant unevenly, every machine after the feeder works under changing load. A sudden heavy feed may overload the primary crusher. Too little feed reduces efficiency. Oversized rocks may block the crusher chamber. Wet fines or clay may stick to the feeder, chute, or discharge area.
Operators should check whether the raw material size is suitable, whether large rocks need to be removed before feeding, and whether the feeder is delivering material steadily. If the plant often stops at the first stage, the real problem may be poor feed preparation rather than the crusher itself.
A stable plant usually starts with stable feeding.
The primary crusher affects everything after it.
For many stone crusher plants, this machine is a jaw crusher. If the jaw crusher discharge size becomes unstable, the secondary crusher and vibrating screen will receive uneven material. This can increase wear, return material, and screen pressure.
Daily jaw crusher checks should include jaw plate wear, discharge opening condition, bearing temperature, bolt tightness, lubrication, abnormal sound, and material blockage around the discharge area.
These checks are simple, but they matter. A worn jaw plate or loose bolt may not stop production immediately. If ignored, it can create larger damage and longer downtime later.
The vibrating screen is often treated as supporting equipment, but it directly controls plant stability.
If the screen mesh is blocked, worn, or broken, product size becomes unstable. More oversized material may return to the crusher. Fine material may enter the wrong product pile. The plant may appear busy while producing less qualified finished material.
Screen problems are common when material is wet, clay content is high, or the screen area is not matched with the plant capacity.
A basic screen inspection should include mesh wear, mesh blockage, spring condition, bolt tightness, vibration condition, material layer thickness, and discharge flow from each deck.
A good screen reduces pressure on crushers and helps the whole plant run more steadily.
Return material is normal in many crushing and screening plants. The problem appears when the return load becomes too high.
If too much material keeps returning to the crusher, the plant may consume more power and wear parts while producing less finished product. Crushers work harder. Screens carry more load. Conveyors move the same material repeatedly.
A sudden increase in return material may indicate screen blockage, crusher setting change, jaw plate wear, raw material change, or product size mismatch.
Return material should be watched as an early warning signal. When it rises, the site team should check the process before the plant reaches overload or blockage.

Conveyors are not the most expensive machines in a crushing plant, but they can stop the whole line quickly.
Belt deviation, material spillage, roller damage, belt tearing, poor scraping, and material buildup around transfer points are all common downtime sources. If the conveyor below a crusher or screen stops, the equipment before it must stop too.
Operators should check belt alignment, roller condition, scraper condition, belt tension, and material accumulation around each transfer point.
Transfer points are especially important when the plant handles wet, sticky, or dusty material. A small blockage at a chute can create repeated shutdowns if it is not corrected.
A crushing plant should not wait for parts to fail before preparing replacements.
The spare parts plan should match the equipment configuration and raw material condition. Hard rock and abrasive material usually require closer wear monitoring.
Common spare parts include jaw plates, hammer heads, blow bars, screen mesh, conveyor rollers, belts, bearings, fasteners, lubrication parts, and wear liners.
The exact list depends on the plant design. The principle is simple. If one small part can stop the whole line, it should not be treated as an afterthought.
A useful inspection routine does not need to be complicated.
Before startup, check the feeding area, crusher chamber, screen mesh, conveyors, lubrication, bolts, electrical cabinet, and safety guards.
During operation, watch feed stability, motor current, abnormal sound, vibration, dust, material flow, belt tracking, and return material.
After shutdown, clean material buildup, inspect wear parts, tighten loose points, record problems, and prepare for the next shift.
This rhythm helps the team find small problems before they become long downtime events.
Machine model and motor power are important, but they are not enough.
A large crusher will still stop if feeding is poor. A strong screen will still perform badly if the mesh is blocked. A good conveyor will still fail if maintenance is ignored. A complete plant needs suitable equipment and disciplined operation at the same time.
Downtime control is not only a mechanical issue. It is also a management issue.
In a stone crushing plant, every machine affects the next one.
The feeder affects the jaw crusher. The jaw crusher affects the secondary crusher. The secondary crusher affects the vibrating screen. The screen affects return material. Conveyors connect every stage. Spare parts and inspection routines support the entire system.
The goal is not only to repair machines faster. The real goal is to prevent avoidable shutdowns before they happen.
When buyers understand this operating chain, they can manage the plant with better discipline and keep production more stable.
If your stone crushing plant has frequent downtime, Sentai Machinery can help review your feeding condition, crusher configuration, screening system, return material, conveyor layout, spare parts plan, and daily operating routine.
Share your raw material, plant capacity, equipment list, site photos or videos, and main downtime problems. Our team can help analyze the production line and suggest practical ways to improve plant stability.
1. Limestone, Granite, or River Stone: How Raw Material Changes Crushing Process Design
2. How Feed Size Affects the Performance of a Jaw Crusher
3. Why Does Jaw Crusher Discharge Size Become Unstable
4. Why Return Material Ratio Matters in a Stone Crushing Plant
5. What Buyers Often Ignore When Choosing a Vibrating Screen
1、80-100 tph Stone Crusher Plant
2、100-150 tph Stone Crusher Plant
3、180-220 tph Stone Crusher Plant